

提高加气混凝土设备产品成品率,优选需要从设备的改进入手,其中切割机的改进是重中之重。其次就是对于加气混凝土设备生产工艺的改进,其中重要的就是原料配比的改进
加气混凝土设备生产线的切割生产过程中,会有一部分的废料,随着切割机下方的回收水槽重新流入搅拌罐内,重复制浆,那么如何能够提高加气混凝土的成品率,就成了主要问题,下面河南能达动力机械制造有限公司为大家讲解如何提高切割胚体的成品率:
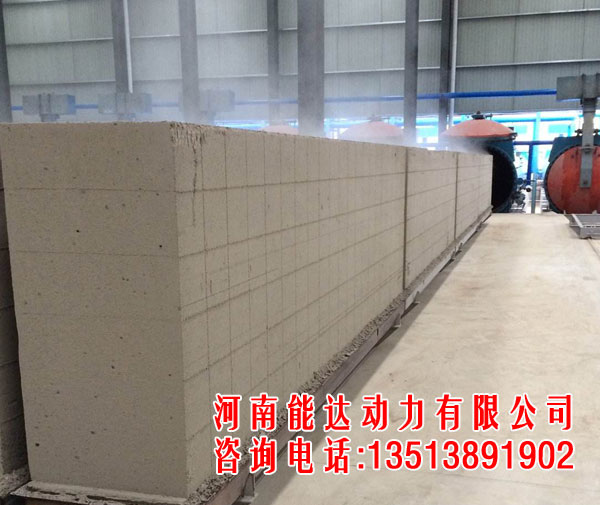
1.首先是浇注预养工段,不能有任何的差错,例如,浆液的浇注有时间差,就会造成胚体的上半部分和下半部分的胚体预养不同步,就造成了半成品的浪费,直接决定了成品率。
2.采用也会降低切割的成品率,地翻式切割机成品切割率在百分80-85%,操作较为复杂,因为工艺简单,只需一台地翻切割机即可完成纵切和横切的整个过程,但是成品率较低,产生的废料会增多,解决的办法,采用空翻式(分布固定式)切割机。
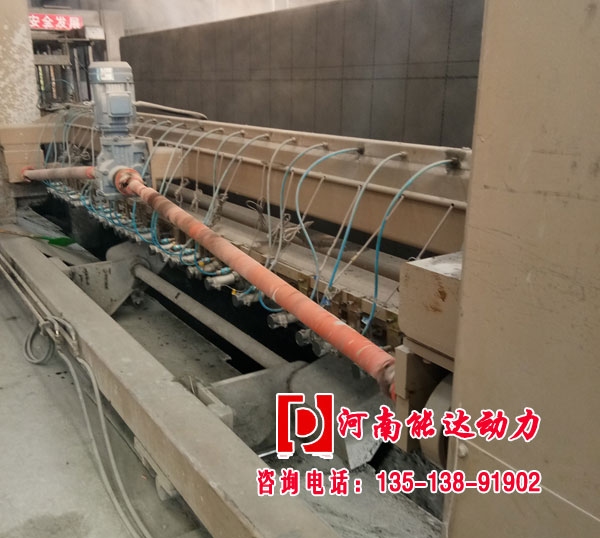
3.采用空翻式(分布固定式)切割机,较大的优势就是切割成品率高,在百分之90-95%之间,操作人工较少,工艺简单,切割成品采用丝杠传动,大大的提高切割的成品率。且成品美观,好看,无"崩边"和"双眼皮"的现象。
4.加气混凝土设备的改造大部分集中在切割机方面,整体生产工艺没有根本性的变化,仍然采用先浇注(坯体初凝)后脱模切割。现有技术使用的模具是模框与模底板相分离。严格来说每套模具的模框与模底板应配套使用,才能保证其连接紧密而不漏液。然而生产过程中由于模框周转时间短,而模底板周转时间长,很难做到模框与模底板的配套使用。即使能做到配套使用,因模框与模底板是硬性连接,模具使用一段时间后由于磨损严重,很难保证浇注中不漏液。现有浇注成型坯体过大,需要专用设备切割机。.加气混凝土设备的选型和数量根据工艺设计方案确定。根据工艺设计,浇注分为固定式和移动式两种浇注,切割方式目前国内以翻转切割为主。现有模具大都在4-6m3左右,长6-8m、宽1.5-1.8m、高0.65m。浇注物料在这么大体积内逐渐发起,仅靠4个模框与物料发起过程中所产生的摩擦阻力作支撑。生产中只要原料比、水料比出现误差,胶凝材料批号不同引起的性能差异等都会造成局部或全部塌模,影响产品的成品率。
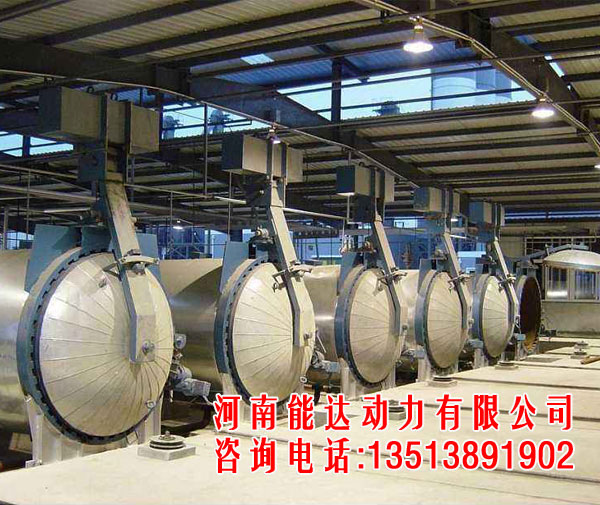
5. 蒸压环节是整个生产工艺的创新核心,蒸压釜是保证最终成品关键设备,一定要符合国家的标准。蒸压加气混凝土砌块经过静停预养形成坯体,切割机切割成所需尺寸,然后送入蒸压釜进行蒸压养护,此环节是整个生产流程的重中之重,关系到制品的抗震抗压、隔热保温等优势完美体现,蒸压环节不仅保证了制品的质量,而且增强了制品的特性,更具有“战斗力”。
另外,加气混凝土设备生产线的匹配是否合理,直接决定着生产效率,影响客户最终受益。
